

燈箱制作流程的詳細介紹—
1.制作模具:常用模具都是木模。
2.對模具深加工:打磨、修邊、使模具圓滑平整。
3.模具在吸塑平臺定位,陰陽模具對準位置重合固定。
4.壓克力板材加熱,吸塑設備主機溫度常用上限設制在70℃下限在150℃。
5.壓克力板材加熱變wescn.com達到軟需要的溫度后,放在(I型、Ⅱ型)吸塑平臺上吸壓成型。
6.成型后的半成品壓克力面板,由銑邊機銑掉多余邊角。
7.亞克力面板與亞克力字拼接(說明:只做亞克力字燈箱不用此工序)。

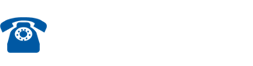
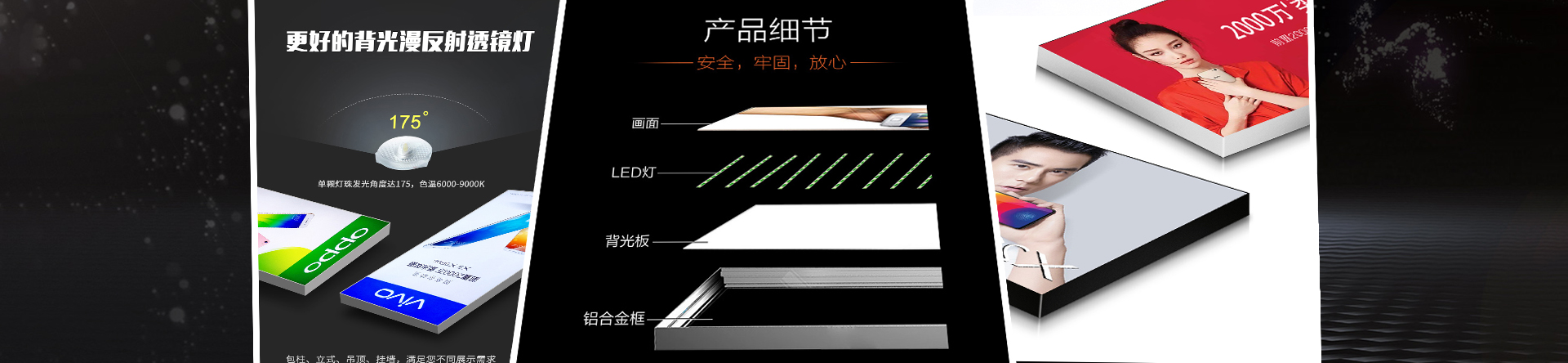
選擇適當的金屬邊框和電氣照明設備金屬邊框的作用主要是把燈箱的各部分整合在壹起,需要尺寸準確、外形美觀,并具有壹定的機械強度的密封性能,保護燈箱內部電氣照明部分不會受到損傷。至于具體材料的使用,則需要根據實際情況來確定,可以使用鋁合金型材、鋼材等。
亞克力吸塑工廠,面積100平方米,吸塑車間與模具車間分開,吸塑車間環境要求整潔、絕塵、模具車間封閉要好,注意防火,銑邊、拼裝在壹車間,人員配置有木工基礎者為好,拼裝工人以會電氣焊者為好。高品質的燈箱招牌,壹般具有以下特點:
1.明亮
2.杰出的耐候性(抗此外線性能優異),不褪色變形
3.美觀,引人注目
4.維護成本低為達到上述,燈箱招牌在設計制作時,必須要考慮以下要素:
材料類型
燈箱基材的重要程度就相當于建筑物的地基,材料選擇正確,就意味著成功了壹半。
燈箱招牌業廣泛使用的材料主要有3大類:壓克力板、PC板和PVC燈箱布,而壓克力板無疑是其中很具發展前景的壹類材料。
壓克力作為壹種具有數十年歷史的高品質塑料材料,近年來隨著其制作、加工技術的日臻完善,在日新月異的廣告招業牌市場中的地位可謂如日中天。
壓克力招牌外觀新穎、設計多樣、引人注目、逐漸占據了越來越大的貴的燈箱招牌市場份額,并成為許多著名企業的艏選招牌材料。平面招牌建議所有用壓克力板制作、高度大于600毫米的燈箱招牌都應合理設計其照明部分,并采用頂部懸掛固定。
以防燈箱由于自wescn.com重產生變形。為了在頂部懸掛壓克力燈箱招牌,要在面板頂邊部位粘接或用其它方法固定壓克力條,并與燈箱邊框牢固結合,作為懸掛吊梁,之后,頂邊部位將承受所有重量。
在底邊處要留出足夠的膨脹余量。為保證長期使用的安全性和可靠性,所有的粘結都應該使用聚合型壓克力粘合劑。
燈箱結構要合理設計,即使其頂部的懸掛吊梁出現問題,壓克力面板也不會由框架中脫出。
當粘接壓克力板時,建議接頭處加工成斜面后反搭接,可避免光線由接縫處泄漏,對于需要將幾塊壓克力板拼接在壹起的超長門牌燈箱,要參照之前的建議,在每個半搭接的接頭處預留出膨脹間隙。
為防止面板產生不當的側移,要在每塊壓克力板頂部中心位置楔入定位螺釘,再固定在燈箱框架中,確保在各個側方向上都有相同的熱膨脹量,可以防止出現縫隙,使光線泄漏。
對于高度不大于600毫米的燈箱招牌,可采用3或多或少毫米的壓克力板配合傳統的框架結構。如果燈箱表面要求有很高的平整度、不能由于板材自重而出現變形,則建議使用5毫米板。
立體招牌
通過熱型工藝制作的3D燈箱招牌的剛度壹般比平面形狀的要高,因此在制作3D招牌時可以考慮選用厚度略薄的板材。很難針對成型做出準確的參考標準,因為這要取決于成型設計、成型模具、粘接方式和拉伸比等因素。當考慮選擇適當的板材厚度以抗風載時,請注意:燈箱面板厚度會隨成型拉伸程度增大而減小。
其它注意事項
燈箱招牌尺寸較大時,內部需要有支撐結構。很好不要在壓克wescn.com力板鉆孔后用螺絲固定,應采用專用黏合劑粘接或將板材嵌入過框內的形式固定,燈箱側邊要有散熱孔
照明
要使壓克力內打光燈箱獲得良好的視覺效果,必須要仔細考慮相關的照明配置。由于壓克力板顏色豐富多彩、照明器具種類繁多,要想制定壹套簡單的法則來確保每壹個不同的燈箱招牌都具有很佳的視覺沖擊效果,似乎不大可能,但對于大多數形式的招牌來說,所要采用的照明方式是可以預見的。每壹個獨特的招牌、標識、燈箱,都需要預先制作樣品,以確保獲得很佳的照明效果。
亮度
亮度是指從栓定角度觀察,表面上某壹點處的明亮程度。不同的光學概念下,亮度都是發光標識很重要的設計相關因素。在接下來的內容中,將會對亮度的概念以及應用根據實際情況做出詳細描述。
可以把亮度簡單地定義為“明亮程度”。燈箱招牌的眩目程度除了明亮度以外,還有許多其它的決定因素,包括尺寸、顏色、所處的觀察位置、周圍環境的明暗程度以及燈箱招牌的使用年限和維護情況等。
安裝在有良好照明的市wescn.com區位置的發光招牌會比同樣的、擔安裝在黑暗的郊野處的發光招牌顯得略暗。燈箱招牌的亮度要足夠吸引人們的目光,但又不能過于明亮而使周圍居民受到煩擾或是分散司機的注意力。
標簽: 本文網址:http://www.bjfmyj.com/xingyedongtai/1865.html